


舰船柴油机虚拟现实制造集成环境研究与实现

来源:第三维度
作者:蔡勇 景旭文 周宏根 (江苏科技大学机械与动力工程学院)
[概要]在Visual C++6.0 环境下, 结合UG NX2 和VERICUT 软件, 构建了船用柴油机关键零件的虚拟制造的软件平台。对其系统结构和关键技术进行了研究, 提出了基于组件树的可重构的虚拟机床建模方法, 并且利用Pargen 设计了一种通用的NC 程序解释器, 最后在VERICUT 中实现了关键零件的数控加工仿真。
1、虚拟制造集成环境的构建
虚拟制造环境的目标是为虚拟制造建立一个真实的可视化加工环境, 用以仿真和评估各加工过程对质量的影响。虚拟制造环境是实际的加工系统在不消耗能源和资源的计算机虚拟环境中的完全映射, 其必须与实际加工系统具有功能和行为上的一致性。在一个虚拟制造环境中, 主要包括虚拟加工设备模型、毛坯模型、刀具模型、夹具模型、NC 代码解析模块、加工过程仿真模块等。这些模型和模块在NC 代码驱动下相互协同工作, 完成毛坯的加工成型。
以UGNX2 为开发平台, 构造基于成组技术的船用柴油机虚拟制造集成系统( MDE- VMS) , 在该系统环境下除能实现船用柴油机关键零件的CAD/CAPP/CAM与仿真过程外, 还实现了基于零件工艺( 含NC) 信息的产品造型与加工仿真信息的综合管理,增加了该虚拟制造集成环境的实用性。船用柴油机虚拟制造集成系统的功能模型与总体结构, 如图1、图2 所示。
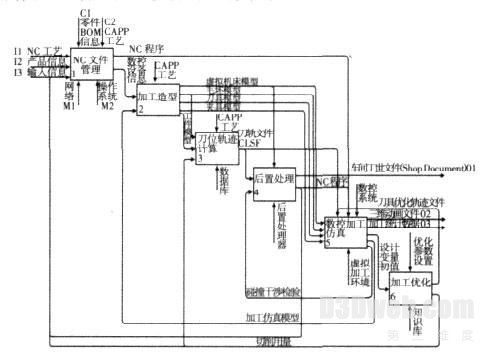
图1 虚拟制造集成环境( MDE- VMS) 功能模型
2 虚拟机床的建模技术
构建虚拟制造环境的关键是虚拟机床的建造, 而虚拟机床是一个层次式的装配体, 主要包括床身、立柱、主轴和工作台等部件模型。由于机床的品种多样, 类型又各不相同, 所以一般的虚拟机床都是根据不同的类型对机床整体进行变换, 这种方式无疑增加了操作人员的工作量, 而且不具有通用性。
虚拟机床的建模包括几何建模和运动学建模, 其中运动学模型是对机床各运动部件定义相关的运动类型和位移。基于此, 提出一种基于组件树的可重构的虚拟机床建模方法。其基本思想是采用树型结构来对组件间的相互关系进行定义, 增强了机床的可操作性、可管理性、适应性和开放性。
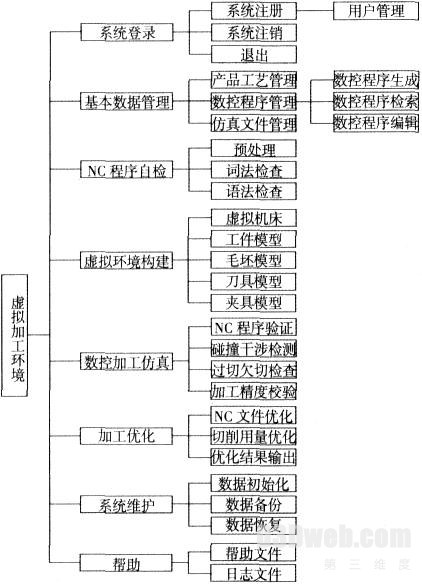
图2 虚拟制造集成环境( MDE- VMS) 总体结构
2.1 几何建模
虚拟机床在几何上一般采用模块化的设计方法, 并具有如下一些几何结构特点:
( 1) 各组成模块具有层次式的装配关系;
( 2)工作过程中, 各组成模块相互间的装配关系不变, 只有相对位置发生变化;
( 3) 被加工零件及相应的夹具安装到工作台上以后, 它们之间的装配关系及相对位置关系不发生变化。
根据虚拟机床的几何结构特点, 可将机床的整体结构分为三类模块: 通用模块、辅助模块。专用模块。其中, 通用模块是指各类机床共有的零部件, 如床身、立柱、工作台等等; 辅助模块是指刀具、夹具等机床工具; 专用模块是为特种机床的特殊零部件所设立的, 作为机床建模过程中的后备和补充。在UG 软件中分别对这三类模块的几何模型进行创建, 形成三类不同的模型库, 便于机床装配和重构时进行调用。
2.2 运动学建模
通过对数控机床运动过程的分析, 可知其有以下特点:
( 1) 虚拟机床的各部件具有一定的运动范围, 且坐标符合右手的笛卡儿坐标系;
( 2) 每个运动部件只有一种运动类型, 多轴数控加工是几个运动部件同时运动的加工过程;
( 3) 数控机床的运动轴具有层次的相对运动关系, 某一组件运动时会带动其它部件运动;
( 4) 由同一段数控程序控制的数控机床各部件的运动同时开始, 同时结束。
根据虚拟机床的运动特性, 我们可以用组件结构关系树来描述其运动学模型。所谓的组件树就是通过定义毛坯、夹具和切削刀具等组件模型, 然后像真实加工时实体间的相对连接关系一样, 连接各组件、模型到数控机床正确的位置。组件树模型建立的关键是找出目标机床的两条运动链:“工件- 机架”运动链和“刀具- 机架”运动链。
2.3 可重构的机床仿真模型
所谓的基于组件树的可重构也就是按照不同的机床类型, 根据关系树来选择部件组成所需机床。以前的虚拟机床还要事先确定运动模型, 分析相互之间的运动关系之后再建立机床。建立机床时采用显示列表技术, 将每个零件都生成一个显示列表, 根据树型关系选取零件进行装配。如图3, 4 所示, 例如根据图的结构关系我们就可以选取不同的组件, 装配2 种不同类型的机床。所以采用本方法( 即基于组件树的可重构的建模方法) , 只要建立了组件的几何模型和组件之间的关系树, 我们就可以定义各种不同类型的虚拟数控机床, 例如立式、卧式、龙门式等数控机床。如图3, 图4 所示, 分别为3 轴立式铣床和3 轴卧式铣床的组件关系树。
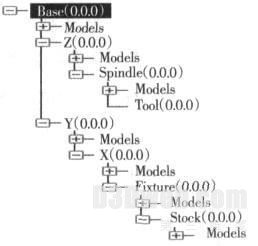
图3 3 轴立式铣床的组件关系树
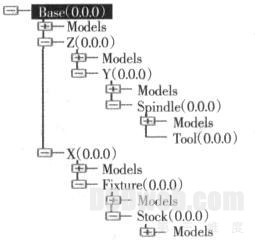
图4 3 轴卧式铣床的组件关系树
3 基于Pargen 的NC 自检程序设计
一般情况下, 编译过程可划分为词法分析、语法分析、语义分析、中间代码生成、代码优化和目标代码生成六个阶段。但对于NC 代码而言, 在编译中进行语义分析缺乏直观性, 没有太大的现实意义, 而且其执行效果可通过代码仿真解决, 因此本系统没有涉及语义分析, 其后面几个阶段均由VERICUT 的仿真模块来完成。
在NC 代码编译之前, 应根据数控系统的编程细则及相关的信息, 构建通用的词法和语法规则库, 然后分别对NC 代码进行词法分析和语法分析, 检验NC 程序的错误。词法分析的具体过程如下: 首先, 通用数控代码解释器读入用户的数控加工程序, 读入的每一个字符与词法规则库中的规则匹配, 若不符合, 则给出相应的出错信息。语法分析的具体过程如下: 对词法无误的NC程序的结构进行分析, 按照语法规则库中的文法规则对输入程序字进行逐一检验, 当其不符合某项规则时, 给出相应的错误信息。
通用数控代码解释器的算法流程, 如图5 所示。
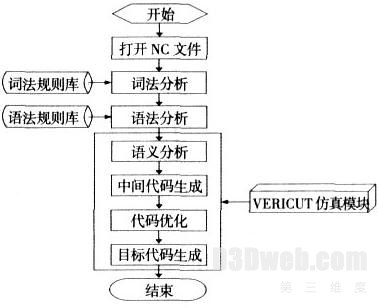
图5 通用数控代码解释器算法流程图
4、数控加工仿真技术
UG 和VERICUT 软件具有CAD/CAM接口模块, 对其进行相应的二次开发, 可从UG 系统内部无缝运行VERICUT, 通过UG的制造模块可直接进入VERICUT, 以交互式或批处理方式运行,并将当前加工设定的刀具轨迹、刀具定义、坐标参考系、工件及夹具的模型等信息自动转入VERICUT。
利用VERICUT 强大的三维动态仿真能力, 在NC 代码或刀位文件的驱动下, 用彩色的三维图像显示出刀具切削毛坯形成零件的全过程, 同时显示出刀柄、夹具和机床的运行过程和虚拟的工厂环境。在加工仿真过程中, 可连续不断地改变视角, 以观察加工过程中虚拟机床的部件运动、零件和型腔的成型过程, 同时检测如下错误: 编程不精确、快速移动时接触工件、错误的走刀路径、与工夹具发生碰撞、刀具和刀柄碰撞等, 仿真结果以声、图、表形式多维输出, 并将此结果作为零件建模与数控加工工艺设计修改的依据。
5 结论
研究和建立了适用于船用柴油机关键零件的虚拟制造环境,为检验数控切削加工和验证数控程序的正确性提供了一种简便可行的方法, 极大地避免了实际加工过程中的各种异常现象, 简化了实际加工过程中的监测与诊断设备, 提高了加工安全性与经济效益, 同时可以在短时间内反复比较多种加工方法( 应用各种三轴、四轴、五轴机床, 各种走刀路径等) 的优劣, 优化出一个适合企业目前生产要素的最佳加工方案。本文的研究必将对船用柴油机的设计、制造质量起到极大的保证作用, 大大地提升企业在国内外船舶市场的竞争能力。
参考文献
1 李军峰, 李剑, 席平. 数控机床加工仿真技术及应用[ J] . 计算机仿真, 2003,20( 4) : 92~94
2 肖田元, 韩向利, 王新龙等. 虚拟加工技术的研究[ J] . 计算机集成制造系统, 1999( 6) : 16~20

