


3D打印机快速低价试制模具

下图为某产品的试制品以及所使用的试制模具(图1)。该产品是被称为“保湿凝胶袜”的足部保健用品,由AKAISHI公司(总部位于静冈市)研制开发。

图1 利用三维打印机制作的射出成型用试制模具:顶层模具、底层模具、内部模具均为应用聚砜(PPSF/PPSU)材料三维打印机制作而成。试制品采用厚度2.5mm的弹性材料,和制成品具有相同厚度和材质。进行射出成型时的树脂温度在200℃以上。
保湿凝胶袜的材质为弹性材料,厚度为2.5mm。虽然外形看起来很简单,但内部设计制造了细小的突起。在对弹性材料进行射出成型时,不但需要200℃以上的高温,而且射出速度也要非常快。因此,要求模具具有高耐热性和高强度。
高耐热性的树脂模具
AKAISHI公司在开发保湿凝胶袜时,之所以利用三维打印机(三维积层造形)来制作试制模具,是因为“希望试制品与制成品具有相同材质”(该公司商品开发部门功能设计组&模具制造组负责人村冈真)。由于产品需要很柔软的感觉,所以,不仅要评测静态形状和大小,而且要评测用户实际穿着时会怎样变形,以及是否产生収缩等感觉。但是,利用三维打印机直接制作的试制品无法实现这种特性,而且如果需要反复制作模具,也就意味着无法降低成本,以及短工期。
因此,该公司决定尝试利用三维打印机来制作试制模具。为此引进了可以溶融热可塑性树脂的同时形成积层的三维打印机,从而快速低廉地制作出了所需要的模具。
但是,如上所述,为进行保湿凝胶袜成形,模具要求具有高耐热性和高强度。所以,该公司在三维打印机可以使用的多种树脂中选择了聚砜(PPSF/PPSU)。这种材料耐热温度高达约200℃,在所有可用材料中为最高。
尽管如此,该公司在使用PPSF/PPSU材料的试制模具时,还是进行了一些改进。首先是脱模性。根据使用原理,使用三维打印机会使模具表面产生微细的段差,从而会降低脱模性。虽然对模具表面进行了轻微打磨,仍然不能完全消除段差。所以,该公司在该模具表面涂布了某种粉末(界面活性剂),从而提高了脱模性。
其次是强度。射出成型机以最大速度浇注树脂时,模具到底能否承受住?“说实话,我们心里没底”(村冈真)。和普通模具比起来,试制模具虽然制作上比较快速、而且成本低廉,但如果每次成形时都出现破损,其优势也就荡然无存了。所以,该公司另外制作了成形时需要承受最大力道的注塑口部分。这样一来,即使万一出现破损,也可以将损失控制在最小限度。
将利用三维打印机制作的PPSF/PPSU材料试制模具安装到射出成型机上进行成形时,顺利地制造出了试制品。“虽然将温度提高至300℃,但注塑口部分依然没有出现破损,不过由于是初次尝试,我们坚持了安全优先的原则。”(村冈真)。作为试制品使用的模具,虽然能够经受住20~30次的浇注已经足够,但该模具估计可承受100次以上的浇注。
这样做的结果是,试制模具制作时间从以前的1周缩短至1个晚上。为节约成本,模具整体没有制成实心,而是进行了改进。从背面观察时,采取了以加强筋对成形面进行强化的构造,最大限度地降低了材料费,减为以前的约1/10。
按照产品材质而区别使用
AKAISHI公司最初引进的三维打印机与上述有所不同,可使用的材料为ABS树脂中的1种。最初曾经以健康器具等为核心,利用ABS树脂来制造试制品*1。(*1 该三维打印机是在利用三维数据进行的试制过程中,作为切削加工的补充输出机械来引进的。)
但是,对于类似弹性材料的柔软材质材料,则无法用ABS树脂的试制品进行替代。虽然仅仅是确认形状也并非不能使用,但在健康器具上,人体接触部分的硬度等直接影响到使用的感觉。“因此我们考虑,如果不能采用三维打印机直接造形,那么,是否可以制作射出成型模具来进行成型呢?”(村冈真)。
基于以上考虑,该公司引进的是不仅能使用ABS树脂,还能使用聚碳酸酯(PC)和PPSF的三维打印机。首先,利用耐热性和强度都很优良的PPSF材料制作了试制模具。但是,试制类似细刷的产品模具时,弹性材料的试制品不容易从模具上取下。原因是,在以PPSF材料可实现的最小积层厚度(0.254mm)范围内发生的模具表面段差,会使成形制品的表面产生巨大摩擦力。
因此,该公司这次采用PC材料制作了模具。因为PC材料可以实现比PPSF更薄的0.127mm积层厚度。结果,弹性材料的试制品顺利地从磨具上取了下来(图2)。同时,PC材料无论在耐热性方面还是强度方面都无可挑剔。
结果,该公司得出结论,“弹性材料的试制品几乎都可以利用PC材料模具来实现”(村冈真)(图3)。不过,正如本文开头介绍的那样,由于即使采用弹性材料,在需要更高耐热性和强度时,试制品还是会发生破损等情况,因而没有使用PC材料,而是使用了PPSF/PPSU材料的模具(图4)。

图2 以聚碳酸酯(PC)制作的试制模具:在细长突起(直径约1.5mm)密集排列的电刷试制方面,要求具有高脱模性。由于PC可以进行高精度(细小段差)造形,适于这种形状的试制模具。

图3 利用PC试制模具进行滚轮成形而制造的按摩器具:为了检验该产品(按摩器具)的使用感觉,接触用户肌肤的部分要使用和制成品相同的材质。因此,利用三维打印机制作出的试制模具进行滚轮成形,除此之外,部件直接利用三维打印机进行了试制。
另外,在进行PA和聚丙烯(PP)材料的试制品成形时,该公司根据产品的材质而对试制品的制作方法和材质进行了调整(图5)。例如,因耐热性问题而要使用PPSF材料的模具等。如上所述,产品材质即使采用弹性材料,模具的材质基本上仍以PC材料为主,有时会根据需要而使用PPSF。产品材质为PA时,可用PC材料进行试制品直接造型而起到替代作用,所以,根据情况会分别采用射出成型和直接造型两种方式。

图4 破损的试制模具:射出压力大时,进行成形可能导致模具出现破损。AKAISHI公司为防止忘记这样的失败教训,保留了破损的试制模具。
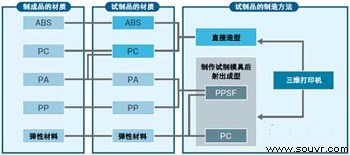
图5 试制方法的区别使用:产品材质为ABS和PC时,将考虑是否使用以三维打印机直接造形的试制品。当需要PA、PP和弹性材料的试制品时,以三维打印机制造PPSF或者PC模具,进行射出成型。而材质为PA时,PC的直接造形也将成为选项之一。
该公司为了进一步发挥三维打印机的优势,目前正在尝试对制作的模具表面进行电镀。这一措施也是为了解决积层造形永恒的课题——段差*2而导入的。如果通过电镀提高了脱模性,那么可用材料的种类将有望大幅增加。(*2 现在虽然对表面进行了简单打磨,但聚氨酯等对于模具段差的附着力很强,无法进行成型。)
该公司不仅进行自家产品的试制,还开始从外部承揽设计和试制业务*3。所以,该公司希望充分利用三维打印机优势,不断增加试制模具等业务的订单数量。(*3 AKAISHI公司开展这项业务时,曾经新组建了称作Modeling group的部门。此外,该公司在官方网站之外,还另外推出了介绍Modeling业务的网站(URL:http://3dmodeling.jp/)。 )
冲压加工也使用树脂模具
通过三维打印机来制作射出成型使用的试制模具,可以提高试制工艺的效率。三维打印机原本就拥有多种方式,可用的材料也极为丰富。除了利用三维打印机进行试制品直接造型之外,如果考虑借助三维打印机制作的模具,能够快捷低廉地获得的试制品就随之扩大到更大范围。

图6 利用三维打印机制造的冲压加工用树脂模具:在燃烧器试验中,虽然金属冲压部件必不可少,但如果在试制阶段制作模具,反复试验的话则会导致成本和时间的浪费。如果可以利用树脂模具进行金属冲压加工,这一课题就可以迎刃而解。三菱重工得出结论认为,对于厚度5mm以上的镍合金平板,可以采用以三维打印机制作的树脂模具进行冲压加工。
作为模具的使用方式,不仅可以用于射出成型,此外,还可用于冲压加工。在三菱重工的高砂制作所,为进行燃气轮机燃烧器构成部件的试制,正在研究采用以三维打印机制作的树脂模具(图6)。
树脂模具可以用于以冲压成型来使厚度5mm以上的镍合金平板弯曲。目前正处在“将树脂模具安装于冲压机上,从而确认能否使金属板弯曲的阶段”(三菱重工原动机业务本部叶片和燃烧器制造部生产技术课课长原口英刚)。
此外,高砂制作所正在将三维打印机用于精密铸造领域的脱蜡铸造(LOST WAX)利用的部分模具。虽然模具主体为金属,但因设计变更等需要改变形状时,则以三维打印机制作一部分模具,同时再配合普通模具进行蜡模成形。
高砂制作所最初引进三维打印机是在2006年。在那之前,曾经从外部采购利用光硬化性树脂进行三维积层造形所生产的试制品,但是“由于价格高、交货慢、以及过程麻烦等原因,每年只能在大约5件重要部件上加以使用”(原口英刚)。外部采购的成本为50万~100万日元,不但时间上需要数个星期,而且和供货方之间的谈判、保密合同和数据传送等都非常繁琐。
在研究如何更加容易、而且快捷低廉地获得试制品的时候,高砂制作所偶然获得了某三维打印机半年时间的免费使用权。借着这个机会,该公司对以后引进三维打印机时,将可能有哪些用途,开始走访设计和制造一线。此时,亲眼看到利用三维打印机制作的立体模型实物后,由切身体验终于产生了需求。
高砂制作所根据调查结果得出结论,对强度的要求是最高的。虽然也有人强调透明性和精度等,但在设计评审(DR)和形状确认(初期讨论)等用途上,实际不需要那么高的精度(图7)。
与上述相比,作为组装性验证和制造现场的夹具等使用时,如果出现损坏就将豪无用处。在实施流量试验等功能试验时,由于试验机内部经常形成高圧,所以必须认真拧紧螺栓。
因此,决定优先确保强度,从而选择了可以溶融ABS树脂等热可塑性树脂,同时形成积层的三维打印机*4。(*4 在高砂制作所,共有4台树脂熔融三维打印机正在运转。 )

图7 燃烧器的试制品:利用不同颜色对部件的种类进行区分,更加容易把握部件的关系。由于比实物更小、更轻,从而可以轻松地从多个角度来观察确认形状。
在那之后,对精度的要求也越来越高。例如,作为教学用途等的试制品,需要将涡轮叶片1枚1枚进行准确的再现(图8)。所以,引进了以粘接剂来固定石膏等粉末材料的高精度三维打印机。这就形成了2种三维打印机区别使用的体制。

图8 用于教学的涡轮小型模型:为了提高对新入员工和海外合作伙伴的教学效果,利用三维打印机制作了立体模型。由于是采用设计数据而制作的,产品形状得到了忠实的再现,在文字和图纸上难以完全表现的构造和功能的说明方面具有很大作用。轴和叶片等部件分别一一造形,再进行组装。
现在,高砂制作所不仅进行试制时,还在其它众多情况下采用了三维打印机。例如,在制造一线,正在用于划线的夹具(图9)和涂布遮蔽夹具等。由于可以在短时间内以低成本制造出少量夹具和量规,现在能够轻而易举地制造出原来难以制造的夹具。

图9
>>相关产品

