

舰船柴油机虚拟现实制造集成环境研究与实现

一般情况下, 编译过程可划分为词法分析、语法分析、语义分析、中间代码生成、代码优化和目标代码生成六个阶段。但对于NC 代码而言, 在编译中进行语义分析缺乏直观性, 没有太大的现实意义, 而且其执行效果可通过代码仿真解决, 因此本系统没有涉及语义分析, 其后面几个阶段均由VERICUT 的仿真模块来完成。
在NC 代码编译之前, 应根据数控系统的编程细则及相关的信息, 构建通用的词法和语法规则库, 然后分别对NC 代码进行词法分析和语法分析, 检验NC 程序的错误。词法分析的具体过程如下: 首先, 通用数控代码解释器读入用户的数控加工程序, 读入的每一个字符与词法规则库中的规则匹配, 若不符合, 则给出相应的出错信息。语法分析的具体过程如下: 对词法无误的NC程序的结构进行分析, 按照语法规则库中的文法规则对输入程序字进行逐一检验, 当其不符合某项规则时, 给出相应的错误信息。
通用数控代码解释器的算法流程, 如图5 所示。
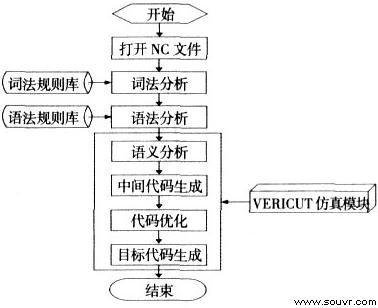
图5 通用数控代码解释器算法流程图
4、数控加工仿真技术
UG 和VERICUT 软件具有CAD/CAM接口模块, 对其进行相应的二次开发, 可从UG 系统内部无缝运行VERICUT, 通过UG的制造模块可直接进入VERICUT, 以交互式或批处理方式运行,并将当前加工设定的刀具轨迹、刀具定义、坐标参考系、工件及夹具的模型等信息自动转入VERICUT。
利用VERICUT 强大的三维动态仿真能力, 在NC 代码或刀位文件的驱动下, 用彩色的三维图像显示出刀具切削毛坯形成零件的全过程, 同时显示出刀柄、夹具和机床的运行过程和虚拟的工厂环境。在加工仿真过程中, 可连续不断地改变视角, 以观察加工过程中虚拟机床的部件运动、零件和型腔的成型过程, 同时检测如下错误: 编程不精确、快速移动时接触工件、错误的走刀路径、与工夹具发生碰撞、刀具和刀柄碰撞等, 仿真结果以声、图、表形式多维输出, 并将此结果作为零件建模与数控加工工艺设计修改的依据。
5 结论
研究和建立了适用于船用柴油机关键零件的虚拟制造环境,为检验数控切削加工和验证数控程序的正确性提供了一种简便可行的方法, 极大地避免了实际加工过程中的各种异常现象, 简化了实际加工过程中的监测与诊断设备, 提高了加工安全性与经济效益, 同时可以在短时间内反复比较多种加工方法( 应用各种三轴、四轴、五轴机床, 各种走刀路径等) 的优劣, 优化出一个适合企业目前生产要素的最佳加工方案。本文的研究必将对船用柴油机的设计、制造质量起到极大的保证作用, 大大地提升企业在国内外船舶市场的竞争能力。
参考文献
1 李军峰, 李剑, 席平. 数控机床加工仿真技术及应用[ J] . 计算机仿真, 2003,20( 4) : 92~94
2 肖田元, 韩向利, 王新龙等. 虚拟加工技术的研究[ J] . 计算机集成制造系统, 1999( 6) : 16~20

